I made a seat pan from fiberglass to fit in the recessed area formed by the tubing bead. The upholstery was riveted to the seat pan and the pan was attached to the seat with four 6mm bolts.
I used the original fender from the SR250 as a plug for laying up fiberglass to make a new fender. The fender was taped and waxed to provide a smooth surface that the fiberglass would release from. Once the rough shape was cured, I sketched and cut out the final fender shape from the fiberglass.
I placed a “followed search” in eBay for a Seca gas tank about a year ago. When one popped up for $49.00 including shipping, I grabbed it. Aside from the dent, it was in decent shape with very little rust inside.
When the tank arrived, I noticed the seller spent about $30.00 to ship it. He also used a lot of what appeared to be his younger sister’s clothing to pack it.
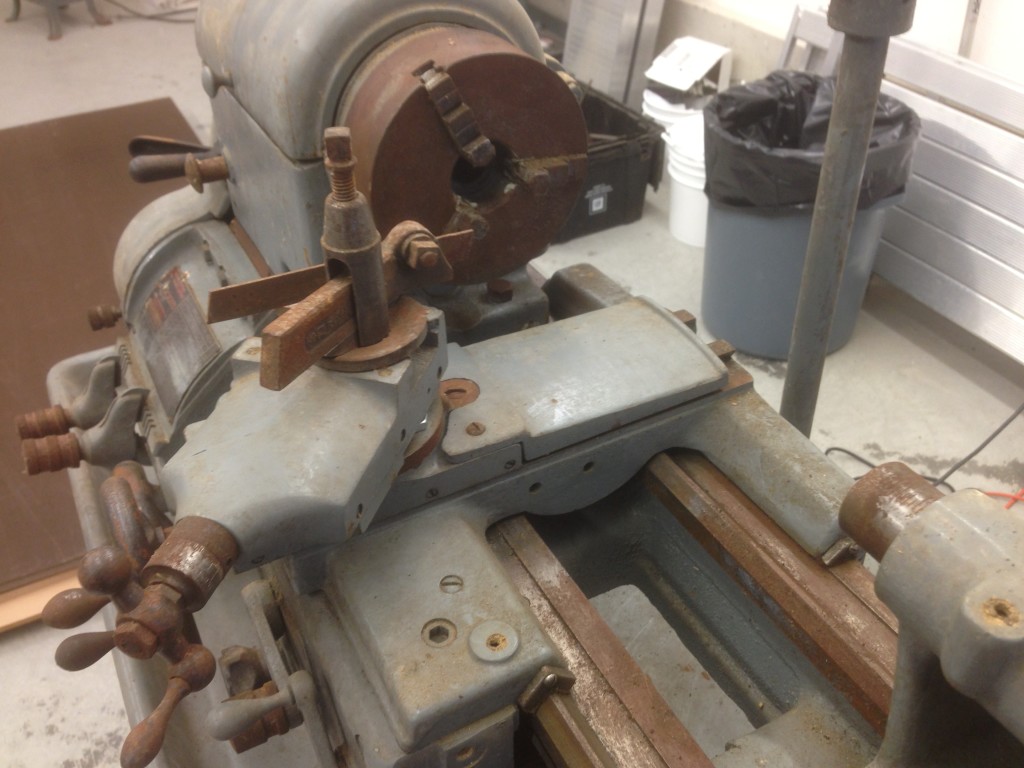
The lathe was disassembled, cleaned and blasted with coal slag (Black Beauty) to remove the rust and multiple layers of paint. I taped off and cleaned the machined surfaces by hand. One the cast iron, the rust was just a surface layer. Some of the steel knobs and parts were pitted.
A tractor was used to lift the lathe onto my utility trailer. I rented a automotive engine hoist to lift it off the trailer and set it down in my garage. I added casters to the lathe desk before returning the engine hoist.
I purchased this 1947 Logan Model 825 lathe directly from the barn of a friend. It belonged to a long deceased uncle and had not been used for at least a decade. From it’s time in the barn, the lathe was covered in mouse and bird droppings and every bare metal surface was rusty.
A plug for laying up the fiberglass seat was made using several layers of 3″ insulating foam. This foam is very easy to work using tools as rasps, hand saws and coarse sandpaper.
Most of the techniques for making the seat, came from this video by Herm Narciso of Dime City Cycles.
After the basic seat was fabricated, I decided to make a stop attached to the front of the seat. The photos show how this was made from foam and layered with fiberglass.
Here’s my second tank for the SR250. It’s from a 1972 Yamaha DS7. This is significant bike for me. I bought a new DS7 when I first got my drivers license. It was my sole means of transportation for about a year.
Like the Kawasaki tank, a new tunnel had to be fabricated. This time I took the new tunnel to Anger Welding. They did a nice job with the welding.
This photo also show the beginning of the seat that was made for the bike.
I bought a Kawasaki KH400 gas tank to replace the stock peanut style tank. The tunnel of the Kawasaki didn’t fit under the steep slope of the SR250’s frame. After an unsuccessful afternoon of beating the on the tunnel with a ball peen hammer, I cut out the old tunnel and made a new one from sheet metal.
Making the new tunnel wasn’t too difficult. However, I failed miserably when I tried to weld in the new tunnel myself using a MIG welder. After many hours of welding, burning holes in the thin sheet metal, patching these holes, and lots of grinding and testing for leaks, I gave up on the Kawasaki tank and started looking for another one.
I wanted to do away with the 16″ rear wheel and discovered the wheels and forks from an ’82 XS400 Seca would bolt right on.
There were just a couple of issues.
The SR250 has a 520 chain and the XS400 has a 530 chain. The splines on the countershaft sprocket are the same, but the XS400 sprocket has a shoulder. As a quick hack fix, I made the XS400 sprocket fit by grinding off the shoulder.
The rear brake backing plate on the XS400 is held using a brake arm attached to the swingarm and the SR250’s backing plate is fixed via a slot in its backing plate. I fabricated a bracket for the XS400’s brake arm and had it welded onto the SR250’s swingarm.